CO and dust reduction with catalysts integrated in the combustion chamber
The Blue Angel eco-label will be introduced for stoves in 2020.
The introduction of the Blue Angel eco-label provides criteria for particularly low-emission stoves. Among other things, special requirements are set for CO, VOC and dust emissions.
If these emissions fall below these levels, and if manufacturers of wood-burning stoves have this confirmed by accredited test centres, the user can be sure of purchasing an environmentally friendly wood-burning stove that can be operated cleanly for many years.
In order to reduce CO and VOC emissions efficiently from the emissions of such stoves, appropriate aids such as catalysts are needed. CO and VOC can react with oxygen to form CO2. When wood is burned, only as much CO2 is released as the tree has stored during its growth. CO compounds are weak-reacting molecules that can only react with oxygen at very high temperatures. The exhaust gases in wood-burning stoves cool down very quickly after the combustion chamber and then leave the stove via the exhaust pipe on their way to the chimney. Therefore a reduction of CO / VOC can only take place in a very hot environment. In wood-burning stoves, this is the combustion chamber in which the temperatures are high enough for CO to react with oxygen. By adding secondary and tertiary air and also by installing flue gas baffles, the reaction of CO / VOC with oxygen in the combustion chamber can be supported. Due to the flow velocity of the exhaust gases in the combustion chamber, however, there is no sufficient reaction between CO or VOC and oxygen. The CO compounds flow to the exhaust pipe without sufficient reaction with oxygen and leave the hot zone of the combustion chamber.
The Blue Fire catalyst for wood-burning stoves addresses exactly this problem. Due to the catalytically active coating developed especially for wood fires, the Blue Fire catalyst offers the already cooled down exhaust gas a reaction surface after the hot combustion chamber and it enables the reaction of CO or VOC and oxygen to CO2 in a downstream phase. The CO compounds flow through the Blue Fire catalyst on their way to the exhaust pipe. The activation energy of the CO molecules is reduced so that CO or VOC is ready to absorb oxygen, even though the temperature of the exhaust gas is already too low. The specially developed catalytic surface of the Blue Fire Catalyst is responsible for this renewed readiness to react. Depending on the application, different precious metal components can be added to this surface. Through the contact of the exhaust gas with the surface of the Blue Fire Catalyst, a large part of the existing CO compounds are converted to CO2. A prerequisite for this is the presence of oxygen, which the CO compounds need as a reaction partner. In addition, the Blue Fire catalysts must be installed in such a way that the exhaust gas flows slowly into the catalyst to ensure a long reaction time of the exhaust gas with the catalyst surface. The law requires the installation of a bypass in case the catalyst would be blocked. When designing and positioning the bypass, it is very important to ensure that the exhaust gas does not flow directly through it. Exhaust gas that escapes directly through the bypass cannot participate in the reaction at the catalyst.
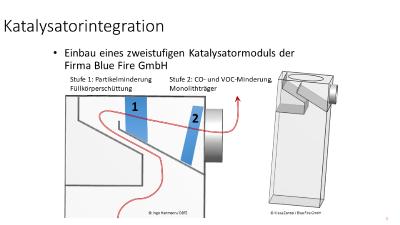
In addition to these gaseous oxidizable pollutants, there is also the problem that dusty pollutants are emitted. Up to now, it has been possible to reduce dust by up to 20 % by oxidative catalytic decomposition at the catalysts without adaptation and modification of the firing system. Blue Fire GmbH's solution therefore provides for a multi-stage catalyst system that can significantly reduce both dust and gaseous emissions. In the first stage, the heavily sooty particles are initially retained. In the next step, some of the carbonaceous components are oxidatively degraded in stage 1 and then discharged again by the flow from stage 1 to prevent blocking of stage 1. In the second catalyst stage, the gaseous pollutants CO and VOC are reduced.
In order to significantly increase the dust reduction of integrated catalysts in wood-burning systems, a two-stage catalyst module developed by Blue Fire GmbH was integrated into a simple and high-emission stove in the lower price segment and tested by the DBFZ Deutsches Biomasseforschungszentrum gemeinnützige GmbH under simulated natural draught conditions. With this two-stage catalyst module the pollutants carbon monoxide (CO) could be reduced by more than 80 %, hydrocarbons (VOC) by 50 to 70 % and dust by more than 50 %.
The two-stage catalyst module is available at a reasonable price and can be connected to various different catalytic converters.
The measured data are freely available for download at https://data.mendeley.com/datasets/2xcp6rytgw/1 and were presented at the 9th Separator Conference on 21.03.2018 in Leipzig.
Blue Fire GmbH, based in Saterland-Ramsloh, was founded in 2015 as a joint venture between ETE EmTechEngineering GmbH from Leipzig and Emission Partner GmbH & Co. KG from Ramsloh, was founded. Blue Fire GmbH develops and distributes catalysts for wood combustion of all kinds.
The Blue Fire catalysts are manufactured in the production facility of the parent company Emission Partner GmbH & Co. KG in Ramsloh. Due to the two parent companies, Blue Fire GmbH has in-depth knowledge in the fields of firing technology, firing chemistry, emission control technologies, catalyst technology and catalyst production. The shareholders of Blue Fire GmbH have acquired their profound knowledge through many years of professional experience in jobs at research institutes, in the automotive industry and in heating technology.
We advise our customers from the initial idea, through the calculation of the catalysts and the definition of the integration measures, to design support and the selection of materials, or, if desired, to obtaining a type approval. Our customers and their products are always the focus of our activities. Our engineers are available to our customers with advice and support and accompany the emission reduction measures until the successfully type-approved product is available.
Laboratory investigations and long-term tests on our own or external test benches are of course also part of our range of tasks. We carry out and prove the catalyst function in accordance with the standards.
The introduction of the Blue Angel eco-label provides criteria for particularly low-emission stoves. Among other things, special requirements are set for CO, VOC and dust emissions.
If these emissions fall below these levels, and if manufacturers of wood-burning stoves have this confirmed by accredited test centres, the user can be sure of purchasing an environmentally friendly wood-burning stove that can be operated cleanly for many years.
In order to reduce CO and VOC emissions efficiently from the emissions of such stoves, appropriate aids such as catalysts are needed. CO and VOC can react with oxygen to form CO2. When wood is burned, only as much CO2 is released as the tree has stored during its growth. CO compounds are weak-reacting molecules that can only react with oxygen at very high temperatures. The exhaust gases in wood-burning stoves cool down very quickly after the combustion chamber and then leave the stove via the exhaust pipe on their way to the chimney. Therefore a reduction of CO / VOC can only take place in a very hot environment. In wood-burning stoves, this is the combustion chamber in which the temperatures are high enough for CO to react with oxygen. By adding secondary and tertiary air and also by installing flue gas baffles, the reaction of CO / VOC with oxygen in the combustion chamber can be supported. Due to the flow velocity of the exhaust gases in the combustion chamber, however, there is no sufficient reaction between CO or VOC and oxygen. The CO compounds flow to the exhaust pipe without sufficient reaction with oxygen and leave the hot zone of the combustion chamber.
The Blue Fire catalyst for wood-burning stoves addresses exactly this problem. Due to the catalytically active coating developed especially for wood fires, the Blue Fire catalyst offers the already cooled down exhaust gas a reaction surface after the hot combustion chamber and it enables the reaction of CO or VOC and oxygen to CO2 in a downstream phase. The CO compounds flow through the Blue Fire catalyst on their way to the exhaust pipe. The activation energy of the CO molecules is reduced so that CO or VOC is ready to absorb oxygen, even though the temperature of the exhaust gas is already too low. The specially developed catalytic surface of the Blue Fire Catalyst is responsible for this renewed readiness to react. Depending on the application, different precious metal components can be added to this surface. Through the contact of the exhaust gas with the surface of the Blue Fire Catalyst, a large part of the existing CO compounds are converted to CO2. A prerequisite for this is the presence of oxygen, which the CO compounds need as a reaction partner. In addition, the Blue Fire catalysts must be installed in such a way that the exhaust gas flows slowly into the catalyst to ensure a long reaction time of the exhaust gas with the catalyst surface. The law requires the installation of a bypass in case the catalyst would be blocked. When designing and positioning the bypass, it is very important to ensure that the exhaust gas does not flow directly through it. Exhaust gas that escapes directly through the bypass cannot participate in the reaction at the catalyst.
In addition to these gaseous oxidizable pollutants, there is also the problem that dusty pollutants are emitted. Up to now, it has been possible to reduce dust by up to 20 % by oxidative catalytic decomposition at the catalysts without adaptation and modification of the firing system. Blue Fire GmbH's solution therefore provides for a multi-stage catalyst system that can significantly reduce both dust and gaseous emissions. In the first stage, the heavily sooty particles are initially retained. In the next step, some of the carbonaceous components are oxidatively degraded in stage 1 and then discharged again by the flow from stage 1 to prevent blocking of stage 1. In the second catalyst stage, the gaseous pollutants CO and VOC are reduced.
In order to significantly increase the dust reduction of integrated catalysts in wood-burning systems, a two-stage catalyst module developed by Blue Fire GmbH was integrated into a simple and high-emission stove in the lower price segment and tested by the DBFZ Deutsches Biomasseforschungszentrum gemeinnützige GmbH under simulated natural draught conditions. With this two-stage catalyst module the pollutants carbon monoxide (CO) could be reduced by more than 80 %, hydrocarbons (VOC) by 50 to 70 % and dust by more than 50 %.
The two-stage catalyst module is available at a reasonable price and can be connected to various different catalytic converters.
The measured data are freely available for download at https://data.mendeley.com/datasets/2xcp6rytgw/1 and were presented at the 9th Separator Conference on 21.03.2018 in Leipzig.
Blue Fire GmbH, based in Saterland-Ramsloh, was founded in 2015 as a joint venture between ETE EmTechEngineering GmbH from Leipzig and Emission Partner GmbH & Co. KG from Ramsloh, was founded. Blue Fire GmbH develops and distributes catalysts for wood combustion of all kinds.
The Blue Fire catalysts are manufactured in the production facility of the parent company Emission Partner GmbH & Co. KG in Ramsloh. Due to the two parent companies, Blue Fire GmbH has in-depth knowledge in the fields of firing technology, firing chemistry, emission control technologies, catalyst technology and catalyst production. The shareholders of Blue Fire GmbH have acquired their profound knowledge through many years of professional experience in jobs at research institutes, in the automotive industry and in heating technology.
We advise our customers from the initial idea, through the calculation of the catalysts and the definition of the integration measures, to design support and the selection of materials, or, if desired, to obtaining a type approval. Our customers and their products are always the focus of our activities. Our engineers are available to our customers with advice and support and accompany the emission reduction measures until the successfully type-approved product is available.
Laboratory investigations and long-term tests on our own or external test benches are of course also part of our range of tasks. We carry out and prove the catalyst function in accordance with the standards.