Retrofitting stoves and fireplace inserts or replacing them with new ones?
22. July 2021CO is an indirect greenhouse gas – CO reduction with Blue Fire catalysts
4. October 2021{kind=link}



Catalytic converters are increasingly finding their way into wood-fired systems. This is most often seen in single-room furnaces such as wood-burning stoves, fireplace inserts and tiled stoves. This article describes how these catalytic converters work, what different catalytic converters are available and where they are installed.
The topic of reducing emissions from wood-burning stoves is still topical. Since the revision of the 1st BImSchV in 2010, all operators of small combustion plants have also become aware of this.
The chimney sweep has inspected and classified the single room fireplace as part of the fireplace inspection. Quite a few single-room furnaces have already reached the deadline for replacement or retrofitting and the operator is obliged to take action.
Catalytic converters are a very good way of reducing emissions from single room furnaces.
They can be integrated directly into the combustion chamber of single-room furnaces or they can be installed on the flue gas nozzle as a retrofit solution.
We would like to describe here what task catalysts can perform in the context of emission reduction, what types of catalysts are available and where they can be installed or fitted for good effect in or after single-room furnaces.
The main emissions from single room furnaces are dust, carbon monoxide (CO) and organic carbonaceous compounds (OGC). For all 3 emissions, the legislator provides for limit values in the relevant standards and regulations. Different standards apply depending on the type of individual room furnace and the fuel used. The limit values for the immissions are regulated by the 1st BImSchV with the limit values to be related to the application.
CO and OGC emissions can be reduced by oxidising. During oxidation, CO and OGC emissions are combined with oxygen so that CO reacts to form CO2, OGC reacts to form CO2 and shorter chains of CnHm. This oxidation using ambient oxygen only occurs at appropriately high temperatures, which are necessary for the reaction. In the combustion chamber in the post-combustion zone below the flame impingement plate, the emission-rich exhaust gases sweep over the flame tip. With the addition of secondary air, the emissions react to form the reaction products described above. As the flue gases continue their journey through the wood burner, they cool down quite quickly and no further reaction occurs between CO or OGC and oxygen.
This is where the Blue Fire catalyst comes in. Blue fire catalysts reduce the activation energy of the CO and OGC emission. By contact with the catalytic surface of the Blue Fire catalyst, they are again able to contact oxygen, even though the ambient temperature is already too low for such oxidation.
A catalytic converter makes this possible through its special catalytic coating. The Blue Fire catalysts have been specially developed for use in wood exhaust gases. The focus of the development was on a very high temperature stability of the catalytic coating. When wood fires are lit, there are always long flames that briefly penetrate into the exhaust pipe. Such long flames therefore also strike the catalytic converter and should not damage the catalytic coating.
This is made possible by a coating of mixed metal oxides developed for wood combustion applications. This base coating itself already achieves good conversion rates for CO and OGC reduction. However, this effect can be further supported by adding precious metals to the catalytic surface. It is important, however, that the precious metals are distributed very evenly on the catalytic surface in a very small form - in nano size. The more evenly the precious metals are distributed on the surface, the easier it is for the exhaust gas flowing through the catalytic converter to come into contact with a precious metal cell embedded in the surface.
Due to the brief contact between the exhaust gas and the catalytic surface, the activation energy is reduced and the CO or OGC emissions are again able to react with oxygen. The desired oxidation of CO to CO2 or of CnHm to CO2 and shorter CnHm chains occurs.
he experience of the catalyst manufacturer comes into play when selecting the precious metals and the mixing ratios. It is important that research work and a great deal of knowledge are available for the various applications. At Blue Fire, this is the case in the area of emissions from wood-fired systems. Blue Fire can draw on the expertise of its two parent companies, ETE EmTechEngineering GmbH and Emission Partner GmbH & Co. KG. The consortium has more than 20 years of coating experience. The companies are closely networked with respected German research institutions and actively pursue research projects with them to further develop catalyst technology for future applications.
For the design of the most suitable catalytic coating, knowledge of the exhaust gas temperature, the flow velocity and the composition of the exhaust gases is important. Of course, as an emission reduction target, the legal requirements or limit values or possibly own targets are of extraordinary importance. So much for the description of the mode of action at the catalytic surface and the fundamental chemical relationships.
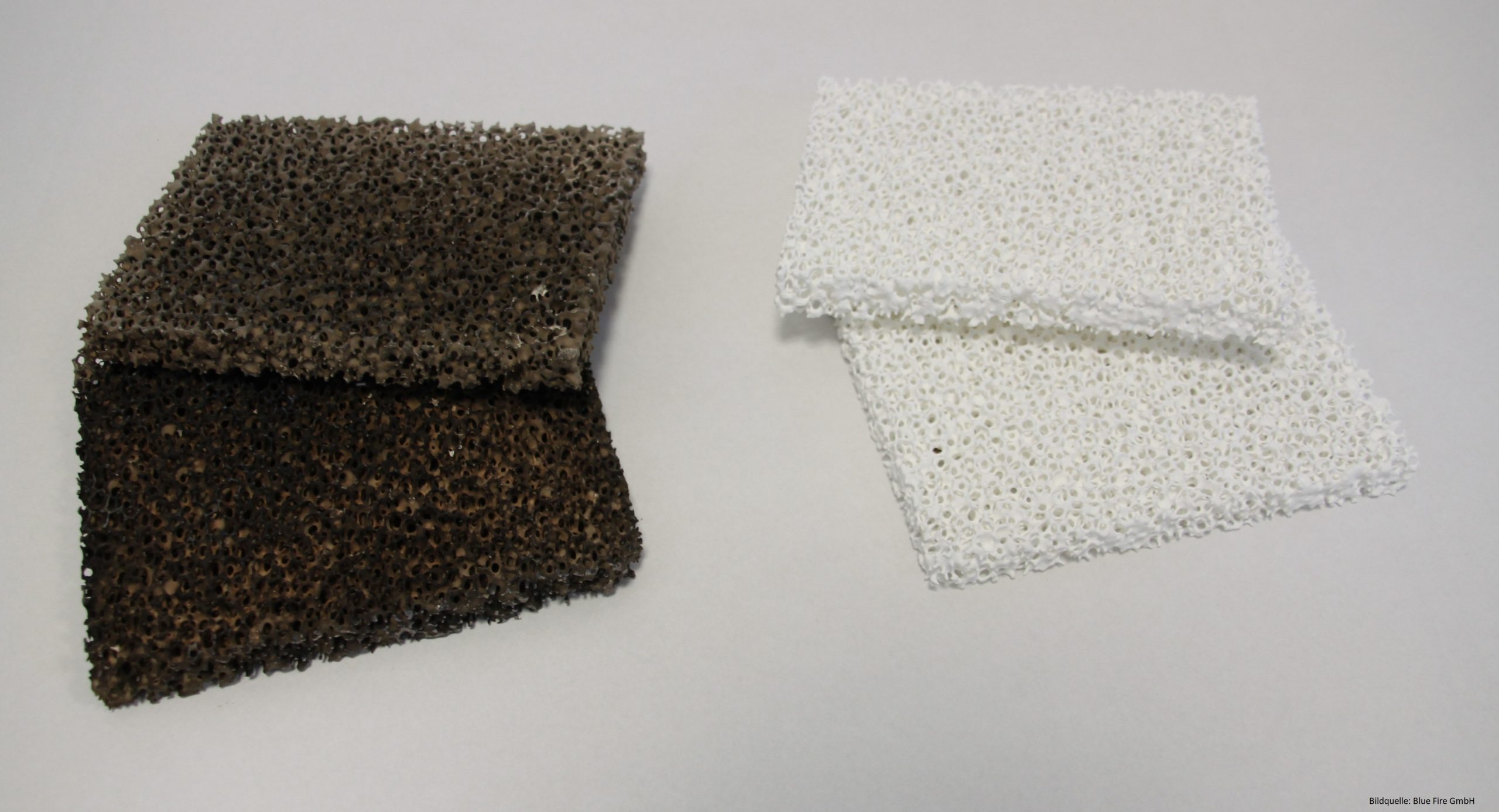
In addition to the catalytic coating of the catalyst, however, the carrier of the catalyst is also of decisive importance. For emissions from wood firing, very good reduction results have been demonstrated with ceramic sponge supports. Ceramic sponge supports are particularly suitable for wood-fired systems that are operated with natural chimney draught, as they present only a low resistance on the exhaust side. These ceramic sponge supports are available in different thicknesses and porosities, so that the choice of ceramic sponge support can take into account the pressure conditions in the flue gas system and the firing system. For systems in which only a very low pressure loss is to be tolerated, it is recommended to use ceramic sponge carriers with a low thickness of e.g. 18 mm and a porosity of 10 ppi (pores per inch). In systems that allow a higher pressure drop, smaller pores and greater material thicknesses can also be used. In any case, the catalysts must be tested for each individual application in order to ideally match them to the respective firing system.
Ceramic sponge supports are characterised by the fact that the exhaust gases are deflected relatively strongly when flowing through the sponge structure. The flow still remains laminar in the catalytic converter with sponge support, but it is deflected significantly in the direction of flow to enable as much surface contact as possible with the ceramic sponge structure. The flow deflection in the sponge catalyst generates a pressure loss. This is 0.5 - 1 Pa for sponge catalysts.
Such sponge carriers are produced by the ceramic coating of PU foams. The PU foams are burnt out during the manufacturing process. Ceramic components are dried and fired after coating. During this process, they shrink. Shrinkage depends on many factors. It is adjusted based on the experience of the manufacturer, so that relatively dimensionally accurate geometries can be produced. However, these are subject to greater tolerances than are otherwise known in kiln production / metal processing. Holding systems must therefore be designed in such a way that they take into account the manufacturing tolerances of the ceramic components. Dust settles on the upstream side of the sponge catalysts. Due to the existing flow of the exhaust gas, flow channels form in the accumulated dust layer. The accumulation of dry dust does not lead to blockage of the sponge catalysts. Carbon-containing components in the deposited dust are converted to CO2 by contact with the catalytic surface with the help of oxygen from the combustion air. This effect reduces the weight of the deposited dust. The deposited dust must be removed from the incident flow surface of the sponge catalyst at intervals. This is done quite simply by vacuuming with a hoover and a brush attachment or alternatively with a brush or hand brush. Blue Fire sponge catalysts can also be rinsed off with water due to their special coating.